Trong sản xuất, không ít doanh nghiệp đang phải đối mặt với những thách thức quen thuộc: hoạch định nguyên vật liệu phức tạp, báo cáo sai dẫn đến thiếu hụt, tồn kho dư thừa làm đội chi phí, hay kế hoạch sản xuất bị đảo lộn chỉ vì nhà cung cấp chậm giao hàng.
Những vấn đề này không chỉ làm gián đoạn dây chuyền mà còn trực tiếp ảnh hưởng đến chi phí, tiến độ và uy tín của doanh nghiệp. Để kiểm soát hiệu quả nguồn nguyên vật liệu, đảm bảo sản xuất liên tục mà vẫn tối ưu tồn kho, doanh nghiệp cần một công cụ hoạch định thông minh. MRP – Hệ thống hoạch định nhu cầu nguyên vật liệu chính là giải pháp giúp doanh nghiệp chủ động trong kế hoạch sản xuất, giảm lãng phí và nâng cao hiệu quả quản trị tổng thể.
Hệ thống MRP là gì?
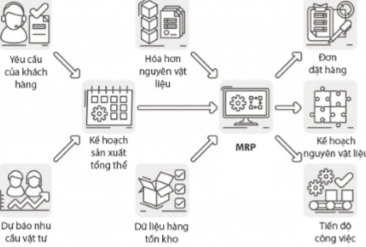
MRP (Material Requirements Planning) - hệ thống hoạch định nhu cầu nguyên vật liệu - là một hệ thống được thiết kế để lập kế hoạch chế tạo sản xuất. MRP xác định vật liệu cần thiết, ước tính số lượng, xác định thời điểm cần vật liệu để đáp ứng tiến độ sản xuất và quản lý thời gian giao hàng - với mục tiêu đáp ứng nhu cầu và cải thiện năng suất chung.
Để hệ thống MRP hoạt động chính xác và mang lại hiệu quả thực tiễn, doanh nghiệp cần đảm bảo ba yếu tố nền tảng: BOM, MPS và Dữ liệu tồn kho. Đây là bộ ba trụ cột giúp MRP có đủ dữ liệu để tính toán nhu cầu nguyên vật liệu, lập lịch sản xuất và điều phối nguồn lực tối ưu.
1. BOM (Bill of Materials – Định mức nguyên vật liệu):
BOM là bản mô tả chi tiết toàn bộ các thành phần cấu tạo nên một sản phẩm, từ nguyên liệu thô, linh kiện, phụ kiện đến bán thành phẩm trung gian. Mỗi sản phẩm có thể có một hoặc nhiều cấp BOM (multi-level BOM), phản ánh cấu trúc sản phẩm theo từng tầng sản xuất.
BOM đóng vai trò giống như công thức trong sản xuất – nếu thiếu hoặc sai lệch, toàn bộ kế hoạch vật tư sẽ bị ảnh hưởng.
2. MPS (Master Production Schedule – Kế hoạch sản xuất tổng thể):
MPS là kế hoạch trung tâm thể hiện doanh nghiệp sẽ sản xuất sản phẩm nào, số lượng bao nhiêu và trong khoảng thời gian nào. Dựa vào dự báo nhu cầu thị trường, đơn hàng khách hàng và năng lực sản xuất hiện có, MPS giúp doanh nghiệp xác định rõ thứ tự ưu tiên và phân bổ nguồn lực hợp lý.
3. Dữ liệu tồn kho
Đây là tập hợp thông tin về số lượng vật tư, linh kiện, bán thành phẩm và thành phẩm hiện có trong kho cũng như các đơn hàng mua đang chờ giao hoặc trong quá trình vận chuyển. Dữ liệu tồn kho càng chính xác và cập nhật thường xuyên, thì kết quả tính toán của MRP càng đáng tin cậy.
Lợi ích của MRP trong quản trị sản xuất
Hệ thống hoạch định nhu cầu nguyên vật liệu (MRP) không chỉ hỗ trợ doanh nghiệp trong việc dự báo và tính toán lượng vật tư cần thiết mà còn là một công cụ quản trị toàn diện, giúp nâng cao hiệu quả sản xuất, giảm chi phí và cải thiện khả năng đáp ứng thị trường. Cụ thể, MRP mang lại cho doanh nghiệp nhiều lợi ích quan trọng như:
- Dự báo và lập kế hoạch chính xác
MRP cho phép doanh nghiệp tính toán nhu cầu vật tư, linh kiện và bán thành phẩm theo thời gian thực, dựa trên các dữ liệu đầu vào như đơn hàng, định mức nguyên vật liệu (BOM) và lịch sản xuất (MPS). Nhờ đó, các kế hoạch sản xuất trở nên linh hoạt, giảm thiểu tình trạng thiếu hụt hoặc dư thừa vật tư.
- Duy trì mức tồn kho hợp lý
MRP giúp doanh nghiệp duy trì mức tồn kho tối ưu – đủ để đáp ứng sản xuất nhưng không dư thừa gây lãng phí. Hệ thống tự động cân bằng giữa rủi ro hết hàng và chi phí lưu kho, giảm lượng vốn bị chôn vùi trong nguyên vật liệu.
- Tăng hiệu quả vận hành và lợi nhuận
Khi các quy trình tính toán, đặt hàng và báo cáo được tự động hóa, doanh nghiệp giảm đáng kể khối lượng công việc thủ công vốn dễ sai sót. Nhờ vậy, năng suất tăng, thời gian sản xuất rút ngắn và chi phí giảm. Nhiều doanh nghiệp sản xuất linh kiện cơ khí hoặc điện tử đã ghi nhận tăng 10–20% năng suất tổng thể sau khi áp dụng MRP vào vận hành.
- Nâng cao dịch vụ khách hàng
MRP giúp doanh nghiệp đáp ứng đơn hàng đúng hạn, đúng số lượng, hạn chế tối đa gián đoạn sản xuất. Khi chuỗi cung ứng hoạt động ổn định, chất lượng sản phẩm và tiến độ giao hàng được đảm bảo, từ đó nâng cao mức độ hài lòng của khách hàng và củng cố uy tín thương hiệu trên thị trường.

Doanh nghiệp nào sẽ phù hợp để triển khai MRP?
MRP được thiết kế dành cho mọi tổ chức có nhu cầu hoạch định nguyên vật liệu, song đặc biệt phù hợp với các doanh nghiệp có quy trình sản xuất phức tạp hoặc yêu cầu kiểm soát vật tư chặt chẽ, bao gồm:
- Doanh nghiệp sản xuất truyền thống
Bao gồm các công ty trong lĩnh vực cơ khí, dệt may, điện tử, chế biến thực phẩm… – nơi mà nguyên vật liệu và linh kiện được chuyển đổi thành sản phẩm hoàn chỉnh. MRP giúp họ quản lý hàng trăm mã linh kiện, xác định chính xác thời điểm cần mua sắm để đáp ứng lịch sản xuất.
- Nhà kho và đơn vị lắp ráp (assembly/fulfillment center)
Ở các đơn vị chuyên đóng gói, lắp ráp hoặc kết hợp linh kiện thành sản phẩm hoàn chỉnh, yếu tố thời gian và trình tự xử lý là then chốt. Việc áp dụng MRP giúp tăng khả năng đồng bộ kế hoạch nhập – xuất vật tư, tối ưu quy trình lắp ráp và giữ cho hoạt động vận hành diễn ra trơn tru, không bị gián đoạn chỉ vì một linh kiện đến trễ.
- Doanh nghiệp sản xuất theo đơn hàng (Make-to-Order)
Với các công ty sản xuất theo yêu cầu riêng của khách hàng – như doanh nghiệp cơ khí, in ấn hay nội thất đặt làm – mỗi đơn hàng đều có cấu hình và nhu cầu vật tư khác nhau. Nhờ khả năng hoạch định, MRP giúp doanh nghiệp tùy chỉnh kế hoạch vật liệu theo từng dự án, duy trì sự linh hoạt nhưng vẫn đảm bảo tính kỷ luật trong kiểm soát chi phí và tồn kho.
- Tổ chức phi sản xuất nhưng có quản lý vật tư nội bộ
Không chỉ giới hạn trong nhà máy, MRP cũng được ứng dụng hiệu quả tại các bệnh viện, trường học, hay văn phòng quy mô lớn – nơi việc quản lý thiết bị, vật tư tiêu hao, và phụ tùng bảo trì đòi hỏi độ chính xác cao. Hệ thống này hỗ trợ các đơn vị theo dõi mức tồn, thời gian đặt hàng lại, đồng thời giảm lãng phí và thất thoát trong quá trình sử dụng.
Trong môi trường ẩm thực, nơi nguyên liệu có hạn sử dụng ngắn và nhu cầu thay đổi theo ngày, MRP trở thành công cụ giúp quản lý nguyên liệu đầu vào thông minh hơn. MRP cho phép các chuỗi nhà hàng dự báo lượng tiêu thụ, tối ưu lịch nhập hàng và bảo quản thực phẩm hiệu quả – đảm bảo món ăn luôn sẵn sàng phục vụ mà không gây tồn đọng hay hao hụt nguyên liệu.

Mối quan hệ giữa MRP và ERP
Ban đầu, MRP được phát triển với mục tiêu giải quyết bài toán hoạch định nhu cầu nguyên vật liệu để đảm bảo quá trình sản xuất diễn ra đúng tiến độ, không thừa cũng không thiếu vật tư. Sau này, MRP đã được mở rộng thành MRP II (Manufacturing Resource Planning) – một phiên bản nâng cấp, không chỉ hoạch định nguyên vật liệu mà còn tính đến năng lực sản xuất, nhân lực và thiết bị. MRP II trở thành bước đệm quan trọng cho sự ra đời của ERP (Enterprise Resource Planning) – hệ thống hoạch định nguồn lực doanh nghiệp toàn diện, bao trùm mọi hoạt động vận hành.
ERP kế thừa toàn bộ logic của MRP nhưng mở rộng phạm vi quản trị, tích hợp các module như: Tài chính – kế toán, nhân sự, mua hàng- bán hàng…Nói cách khác, ERP chính là sự tiến hóa tự nhiên của MRP – từ một công cụ hoạch định vật liệu thành hệ thống quản trị tổng thể.
Ngày nay, với sự phát triển của công nghệ điện toán đám mây, Cloud ERP đã nâng tầm khả năng của MRP hơn bao giờ hết. Doanh nghiệp có thể hoạch định và dự báo theo thời gian thực, kết nối dữ liệu từ nhiều nhà máy hoặc chi nhánh, đồng thời dễ dàng mở rộng quy mô mà không bị giới hạn bởi hạ tầng vật lý.

Tiến tới thời đại công nghiệp 5.0, thay vì triển khai MRP riêng lẻ, doanh nghiệp nên đầu tư vào giải pháp ERP tích hợp để vừa đáp ứng nhu cầu sản xuất, vừa xây dựng nền tảng quản trị thông minh, sẵn sàng cho giai đoạn tăng trưởng bền vững.
Với kinh nghiệm triển khai giải pháp ERP cho nhiều doanh nghiệp trong nước và quốc tế, CMC Consulting tự hào là đối tác đồng hành tin cậy trong hành trình chuyển đổi số. Chúng tôi giúp doanh nghiệp tối ưu quy trình – nâng cao năng suất – quản trị hiệu quả, hướng đến một mô hình vận hành thông minh, bền vững và linh hoạt trong kỷ nguyên số.
Liên hệ với CMC Consulting để được các chuyên gia tư vấn ngay hôm nay!
Nguồn:
https://www.sap.com/sea/products/erp/what-is-mrp.html




 CMC Consulting
CMC Consulting 10/10/2025
10/10/2025
















